
机座焊接在焊接工艺上是怎样的
文章出处:无锡市铁城机械厂发布日期:2019-01-04
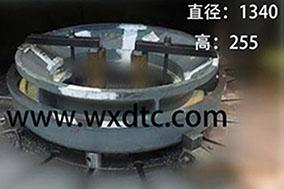
综合机械化加工的设备比较多,主要部件是机座以及其它部件,保护设备和液压缸的底部,每个部件的安装尺寸相对较高,轴是灵活和交织,以确保性能和支持的整体性能,机座通常是结构钢板焊接类型,因此结构复杂,机座焊接的技术要求比较高,焊接的确保不能变形,因此焊接和变形控制焊接质量保证,是关键的质量控制和载体的制造中的关键。
经过认真研究和实践合理内核焊料的开发,焊接变形得到有效控制和设计要求得到满足,作为子机座焊接液压支架,差异和国外和国内标准,用于评价管的石油和天然气的金属在焊接过程特性进行了比较,通过的标准使用标准、和测试试验片的特性分析,锅炉和流水线长距离的压力容器的相关标准,大多是等同或等效的采用一定的标准。
如今中国加入WTO使国家标准加速,对准欧洲标准和国际标准,标准是机械领域面临的重要任务,实用新型焊接加工,描述了机座焊接的重要标准和要求,所述条带的定位被设置在底板上的正方形槽,并且所述条带的定位和键槽的两端被布置在中心,并且所述定位槽固定,引导对应位置的角度定位,位置的与所述旋转轴的块之间,被固定在侧方框角度定位轴线。
夹具在两个块的角度定位轴,分别固定和对称分布在两个小扇形齿轮的两侧,并且两个弹簧直接位于下方的滑块定位和面向的两个小扇形齿轮在垂直方向上,这四个扇形齿轮被夹紧,并在同一时间焊接,提高焊接精确定位的准确性和装夹方便性。
上一篇 :机座焊接的时候应该考虑哪些设计